


帮助您节省成本和时间。

为您的货物提供可靠的包装。

快速可靠的交付以节省时间。

优质的售后服务。
新品上市
更多 +


















热卖零件












博客

15U服务器机柜深度实测:600mm vs 800mm vs 1000mm怎么选?
数据中心调研显示,2025年国内15U服务器机柜采购中,因深度选择不当导致的设备兼容性问题占比高达37%。600mm、800mm、1000mm三种主流深度规格,究竟哪种更适合你的部署场景?本文基于实机测试数据,从设备兼容性、散热效率、空间利用率三个维度给出选型决策框架。 15U机柜深度规格的行业背景与选型痛点 15U机柜作为中小型机房的黄金规格,高度约750mm,可承载15个1U设备单元,兼顾容量…
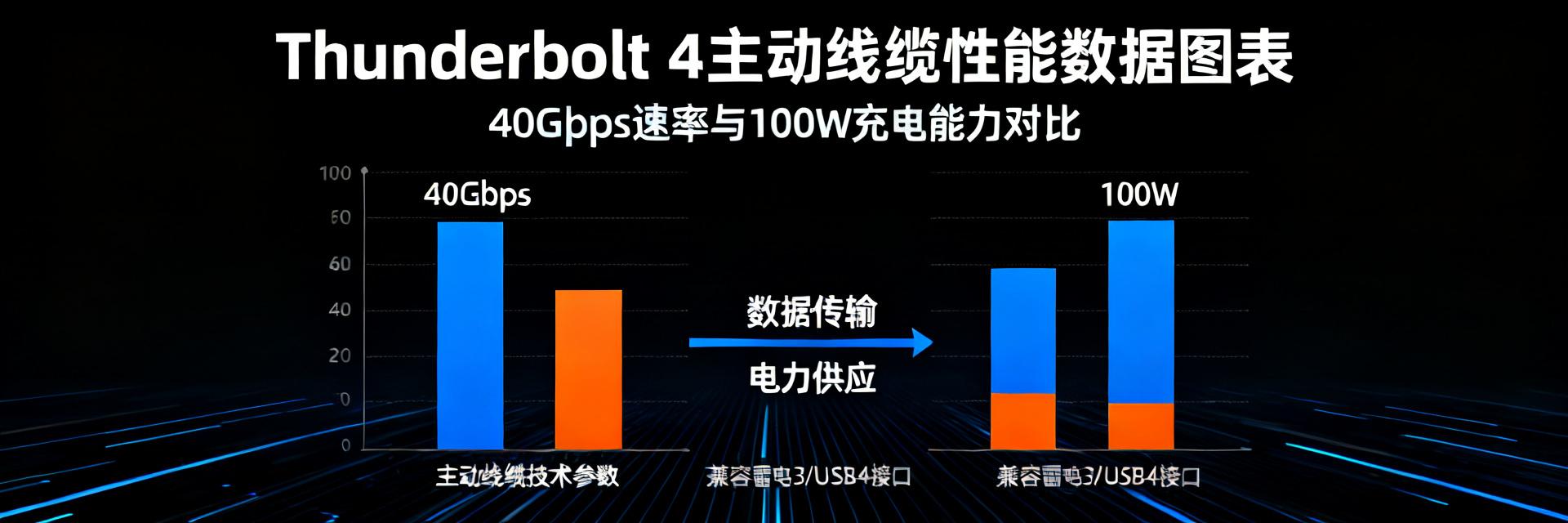
2米主动式Thunderbolt 4线缆深度评测:40Gbps与100W充电实测数据
当你的桌面需要一根2米长的Thunderbolt 4线缆时,为什么选“主动式”远比选“被动式”更重要?在40Gbps的极限带宽下,信号每多走一米,衰减的风险就成倍增加。市面上2米长的主动式Thunderbolt 4线缆,真的能兼顾40Gbps满速传输与100W稳定供电吗?本篇评测,我们将通过实打实的测试数据,撕开营销话术,深挖这款线缆的真实性能表现,看看它是否值得为你的生产力买单。 2米“主动式”…